





|




| 品牌 | 欣固 |
| 货号 | 36 |
| 用途 | 疏水 |
| 是否危险化学品 | 否 |
| 包装规格 | 2米 |
| 别名 | 钢制闸门 |
| CAS编号 | |
| 产地/厂商 | 新河县欣固水利机械厂 |
| 是否进口 | 否 |
品牌 欣固
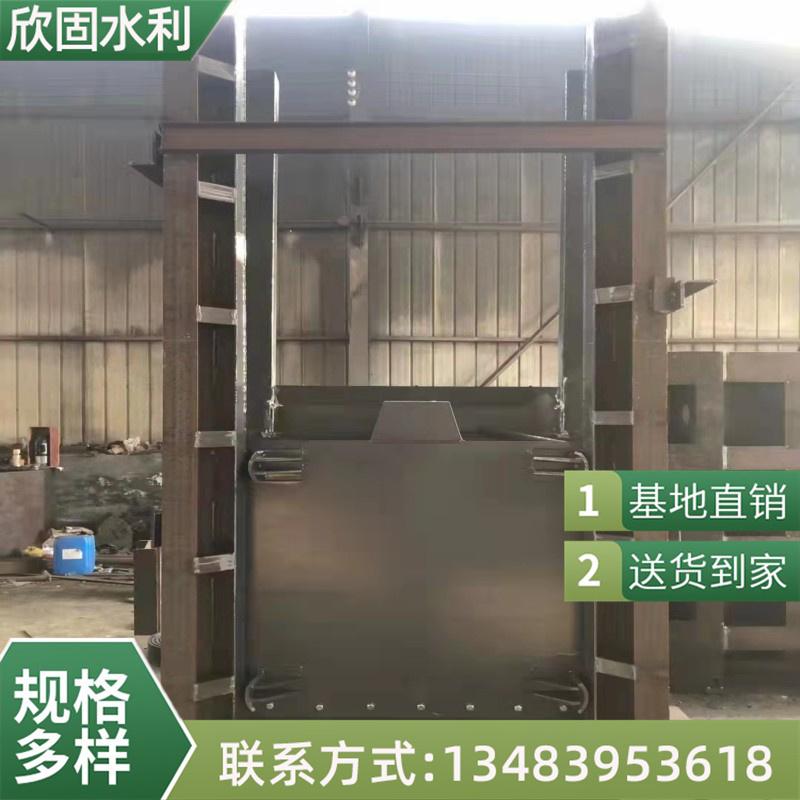
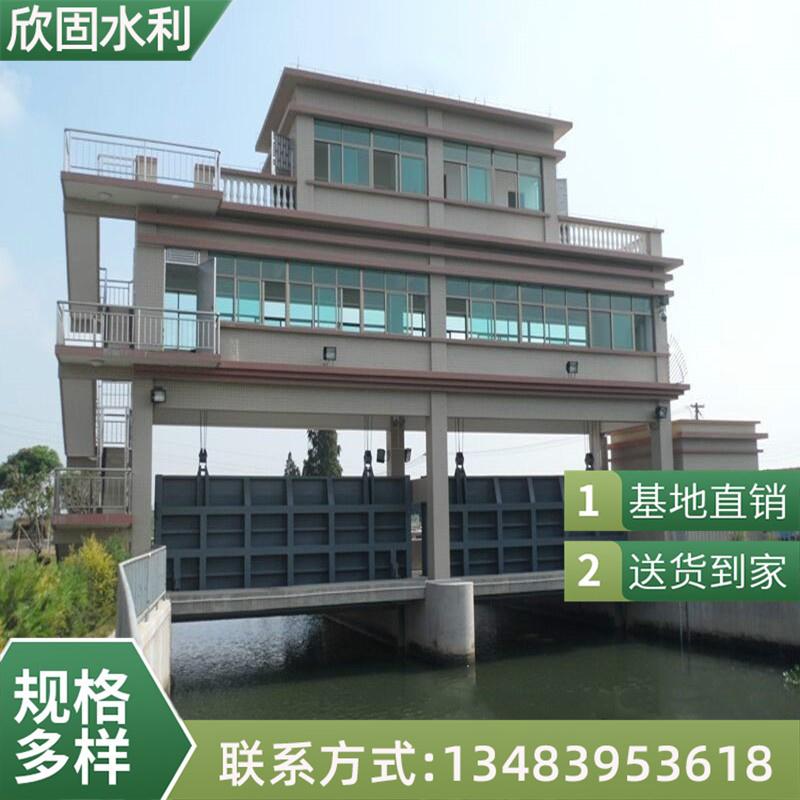
钢制闸门广泛应用于排灌、水电站、水库、河道、环境保护、污水处理、水产养殖等水利工程。平面钢闸门、钢闸门有定轮钢闸门、滑动钢闸门及高压铸铁闸门、弧形闸门等钢结构闸门以钢板为基材,采用橡胶止水、防腐方式为表面进行喷沙除锈及热喷锌,产品可根据用户提供图纸生产制作。
我公司专业生产销售:钢制闸门,钢制叠梁门,铸铁闸门,拍门,不锈钢闸门,卷扬式启闭机、螺杆式启闭机、清污机、拦污栅、橡胶止水带,土工布、土工膜、泡沫板等水工,水电产品,厂家直销,价格合理,大量供货!普遍用于中小型水利水电、市政给排水工程、水产养殖、农田浇灌、污水处理厂等水利工程;欣固水利部认证企业质量保证,规格齐全!





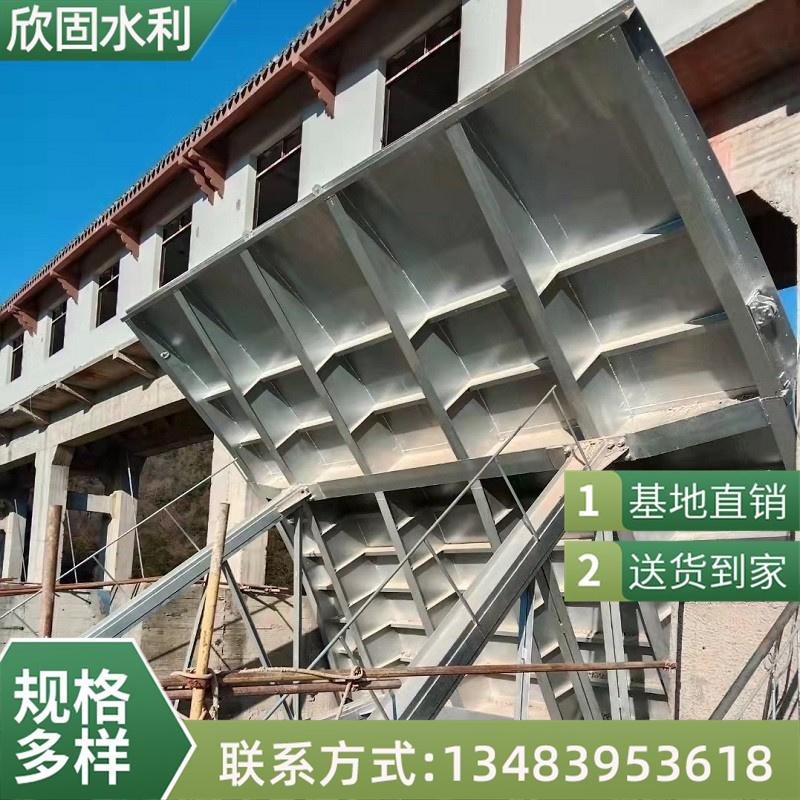
钢制闸门制作工序流程
1、原材料 按施工图纸所标注的材料型号、规格尺寸组织原材料,其机械性能和化学成分及其它技术性能,保证符合现行有关标准和部颁标准,并附有出厂材料质量证明文件和合格证, 我公司质检科按图纸要求对各种材料进行复查,报
监理工程师验收后方可施工。 对各种板材及型钢复检合格,进行平直矫正预处理后,堆放整齐依顺序及工艺流程领料 放样和下料。
2,门叶放样下料、矫正 按图纸结构制作工艺及工序流程,进行放样,放足一、二类焊缝部件周边刨坡口余量及整体焊接矫正收缩余量,做样板,然后转下道工序划线下料。放样中注意为分块运输而在闸门宽度方向布设的两条纵缝的位置,纵缝所经的面板、主梁、次梁等应错开,且错开均不小 于20CM。 横梁翼板、纵梁翼板工字钢梁、边梁翼板下料后,矫正平直放翼板与腹板拼装中心线。 横梁腹板、边梁腹板、纵梁腹板、吊点板下料后,矫正平直,转下道工序。小横梁型钢加强筋板等部件下料矫正平直对接后整体角方余量,转下道工序。 以上材料件,经检查合格符合图纸及规范要求后,转下道工序拼装。
门叶拼装、焊接和矫正 面板及反向翼板拼焊根据施工图,依顺序进行拼接,用手工焊进行点焊,然后用水准仪 进行面板操平,检验合格后施放各梁格拼装控制线,留足后接方余量。 在面板上将各梁的位置放样,然后将顶底梁点焊在面板上,将另一边梁的腹板与翼板点焊,将主梁下翼板及腹板点焊固定在面板上与顶、底及一边梁联成一整体,将另一边梁腹板、 翼板、主梁翼板点焊固定,形成一整体框架,进行闸门尺寸矫正,水准仪操平。将纵梁、次横梁依次点焊到面板与大梁框架上。将各加强板固定操平。 所有零件拼装好后,再进行加强点焊,然后用对称焊及分段退步焊将大梁背格及所有焊缝进行焊接,焊接过程根据闸门变形情况及时调正焊缝位置及焊高,用加热方法进行变形矫 正,然后分块翻身,将所有未完成焊缝焊接 所有部件制作结束后,对部件外形几何尺寸及平直度,焊缝外观和无损探伤,质检人员 按DL/T5018规范标准检查合格,并做好检测记录。 焊工持证上岗,严格按照焊缝工艺及规范进行焊接,焊接检验人员现场跟踪按工艺规范检查,门叶焊缝全部焊好后,由专职检验人员按规范对门叶各类焊缝外观进行检查和无损探 伤检查,并满足DL/T5018规范标准要求,做好各类焊缝检测资料备查。




