液压景观钢坝 欣固水利供应 液压坝翻板闸门 质保一年
- 价格: ¥7563/套
- 发布日期: 2023-08-28
- 更新日期: 2026-04-05
产品详请
| 品牌 |
欣固
|
| 货号 |
863
|
| 用途 |
挡水
|
| 是否危险化学品 |
否
|
| 包装规格 |
6米*1米
|
| 别名 |
液压景观钢坝
|
| CAS编号 |
|
| 产地/厂商 |
新河县欣固水利机械厂
|
| 是否进口 |
否
|
品牌 欣固
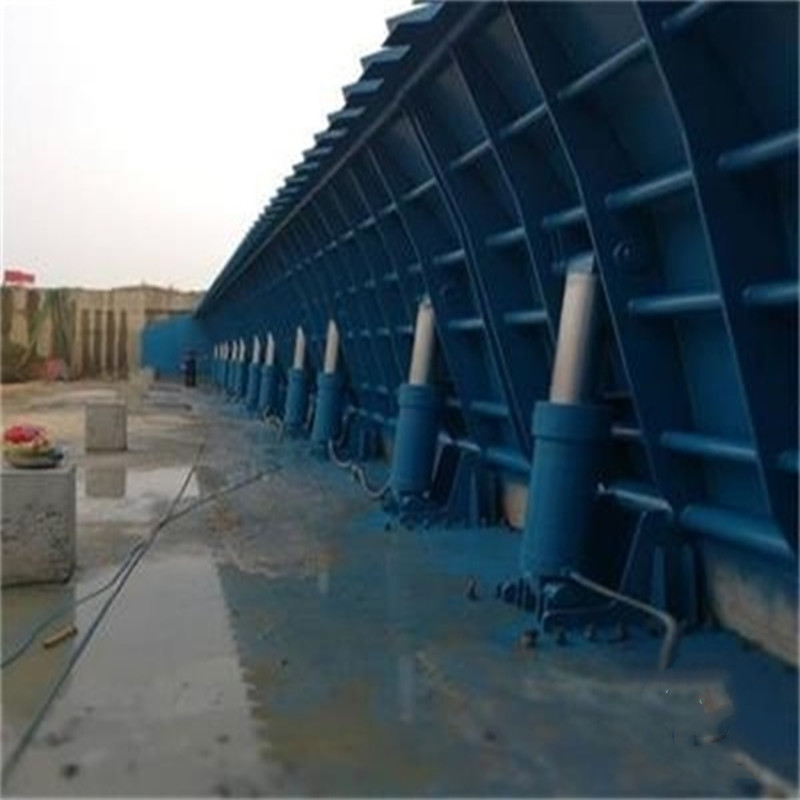
钢坝门制造工艺
钢坝门底轴由支铰座支承,底轴通过螺栓与闸门门叶刚性连接,门叶和底轴可绕支铰座中心在90°范围内旋转。液压启闭机驱动拐臂旋转,可使门叶和底轴沿支铰座转动,当闸门门叶旋转至卧倒状态后即为完全开启,此时门叶面板与底板平行;门叶转动至竖直状态时,闸门完全关闭,从而实现挡水、自动溢流和泄水的功能。在闸门直立位挡水时,可通过液压锁定装置对拐臂实施锁定,闸门在旋转时可在90°范围内任意位置停住,当水流过时呈现瀑布景观效果。






钢坝门制造工艺流程
1、下料
根据图纸尺寸,考虑刨削余量、焊接收缩计算下料尺寸,编排下料单。各梁腹板用CAD软件套排料后在数控切割机上下料,翼缘板用多头切割机下料,型钢手工下料。面板四周边缘均留适当工艺余量,半自动切割机下料。各梁及面板的对接焊缝用刨边机刨出坡口。钢板下料前先进行外观检验,然后用平板机矫平,各项技术指标符合设计和规范要求后方可进行划线下料。切割面的熔渣、毛刺和由于切割造成的缺口用电焊修补并用砂轮磨平。各件均用油漆标明编号待组装。
2、单件拼焊
单件拼焊包括主梁、边梁、顶梁和面板拼焊,用工序图说明单件拼装焊接工序及工艺步骤。工序图的内容包括:单件拼装次序、焊后外形尺寸、焊缝位置尺寸、形位公差、焊接类别等。各梁单件组拼后经质检员检验合格方可转入焊接工序。各梁腹、翼板对接焊缝及面板对接焊缝均采用埋弧自动焊,腹、翼板连接角焊缝用埋弧自动焊在船型位置焊接。
3、焊缝检验
焊缝外观检查,首先焊工进行自检,I、II类焊缝焊后打上焊工代号钢印,班组质检员进行复检,复检后填报“焊缝检查记录表”交给专职焊接质检员进行专检。所有焊缝均应进行焊缝外观检查。焊缝的内部质量检查,一、二类焊缝内部质量检查采用超声波或射线进行探伤。
4、矫正
在翼缘板矫正机上调整、矫正翼缘板不平度。用火焰结合机械的方法矫正单个构件的弯曲度、不平度,弯曲度、不平度需符合DL/T5018规范的要求。
5、闸门门叶组拼
将拼接好的闸门面板放置在工作平台上,分节位置点焊固定,并把门叶的边缘进行加固,闸门门叶放线。














