|




| 品牌 | 欣固 |
| 货号 | 003 |
| 用途 | 疏水 |
| 是否危险化学品 | 否 |
| 包装规格 | 1米 |
| 别名 | 闸门 |
| CAS编号 | |
| 产地/厂商 | 新河县欣固水利机械厂 |
| 是否进口 | 否 |
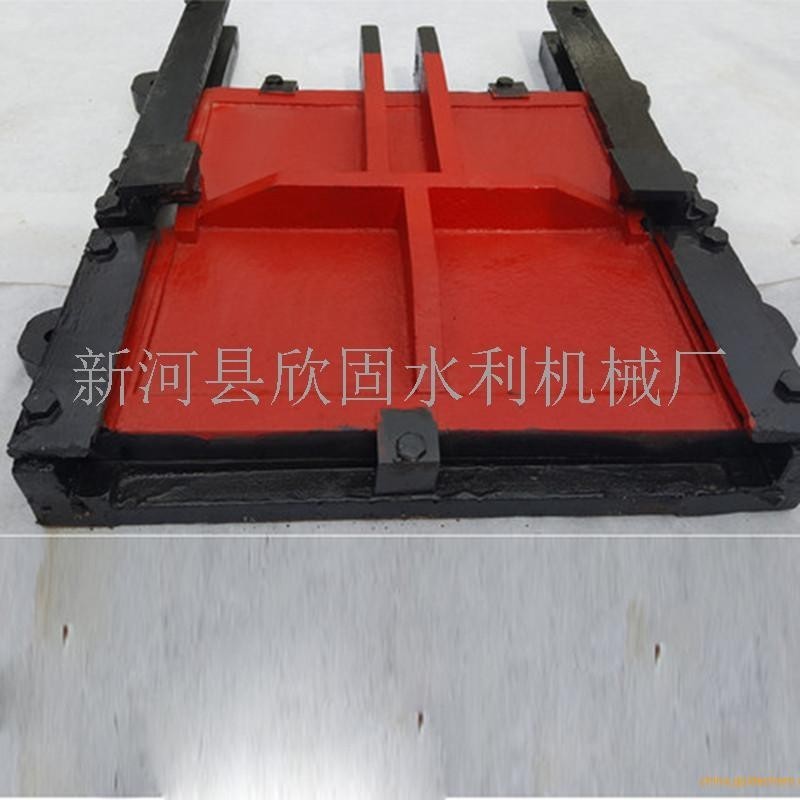
铸铁闸门是一种直升式的平滑门,是由闸框、闸板、吊座及紧闭斜铁等零部件组成。主要是为了克服钢门易生锈的缺点,所以在闸框、闸板部分,全部采用铸铁组成。闸门按照闸板的形状可分为PZ平板和PGZ拱形两大类,为了制造和安装方便又根据要求,做成上下几部分拼装的形式。
铸铁闸门采用 铸铁,它是一个红色检查水闸门,它有很强的耐蚀性,水密封,设备简单,使用寿命长等特点。它选择直接加工表面水,止水的效果是非常明显的。门的布局非常体贴,好铸铁闸门装置,操作简单,通常是非常简单和容易处理,抗氧化性能的铸铁大门耳朵可以太强大。它可以用来打开水位控制、调节流量的影响。广泛应用于水利、水电、排水工程、养殖,一些水利工程。
铸铁闸门安装与调试:1. 安装前,要手先检查竖框与横框之间、闸板与闸板之间(指多块闸板组合的闸门)的连接螺丝,是否在运输装卸中引起松动,它们的接茬处是否错牙,要调整成一个平面,然后上紧螺栓。2. 安装时,将闸门整体竖入闸槽,在两边立框的下面垫上调整垫块(严禁垫下横梁),两立框用手动葫芦和斜拉立稳,将闸门找直找平,各地脚孔内串上地脚螺栓,支好盒子进行一期浇注,注意混凝土不能埋上闸框,使闸框底平面贴在水泥墙上,当混凝土凝固后,再对闸框进行调整,拧紧地脚螺栓,对闸门进行调整时,在闸门背面的闸板和闸框的封水处,用塞尺对四周进行间隙测量,如有大于0.3mm的地方,在该处闸框与混凝土墙间强塞铁片,消除间隙,然后调整至四周间隙都在0.3mm以下,再进行二期浇注,混凝土将闸框埋入二分之一处为宜。3. 浇注混凝土时,流进闸板、闸框、斜铁、档板间的灰浆应 清除,以防止灰浆凝固后影响闸门启闭。4. 清除加固物。闸门出厂前,为使闸板、闸框贴合紧凑,安装后减少间隙,2m以上的闸门在上下横框上安装了4-6个勾板压铁,立框的档板上增加了顶丝,注意在间隙调整后,将勾板压铁和顶丝拆除,以便闸门启闭。
1,一体安装闸门在进行安装工作之前,对各个部件进行复查工作。
2,分体安装闸门组成整体后,这些设备每个尺寸,都要按有关规定进行复查,节间如采螺栓连接,则螺栓均匀拧紧,节间橡皮压缩量符合图纸规定,节间如采焊接,则焊接前编制焊接工艺规程,焊接时变形。
3,闸门止水橡皮螺孔按门叶或止水压板上螺孔位置来确定,然后进行冲孔或钻孔,孔比螺栓直小1㎜左右就算不错了,不要烫孔。当螺栓均匀拧紧后,其端头低于止水橡皮表面8㎜以上才算合格。
4,闸门止水橡皮表面光滑平直,不得盘折存放。其厚度允许偏差为±1㎜,其余外形尺寸允许偏差为设计尺寸2。
5,闸门止水橡皮接头采生胶热压等胶合就是一个帮不错选择,胶合接头处不得有错位、凹凸不平和疏松现象。
6,闸门止水橡皮安装后,两侧止水心距离和顶止水心至底止水底缘距离偏差均不超过±3㎜,止水不平度不超过2㎜。平面铸铁闸门处于工作部位后,止水橡皮压缩量符合图纸规定,其允许偏差为-1+2㎜。
7,单吊点闸门作静平衡试验,将平面铸铁闸门吊离地面100㎜,通过滚或滑道心测量上、下游与左、右方向倾斜度不超过门高1/1000,且不大于8㎜。
现役闸门与启闭机的质量问题主要表现在了钢结构的应力超标问题、金属闸门材料选用缺乏合理性的问题和木闸门、混凝土闸门的老化、失修问题[1]。钢结构应力超标问题的存在,会让闸门构件在实际应用过程中出现构件变形或断裂的问题、金属闸门材料选用不合理的问题会让闸门在腐蚀现象的影响下出现承载能力下降的问题。
铸铁闸门的试验方法与检验规则
1 密封面间隙检验
门板与门框密封座的结合面,必须清除外来杂物和油污,将闸门全闭后放平。在门板上无外加荷载的情况下,用0.1mm的塞尺沿密封的结合面测量间隙,其值不大于0.1mm。
2 装配检验
将门板在门框内入座,作全启全闭往复移动,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合4.3.24.3.4的规定。
3 渗漏试验
密封面应清除任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于1.25L/min·m(密封长度)。
4 全压泄漏试验
订货单位需要进行本项实验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌水试验。采用计量器具(量筒、计时表等)检测密封面的泄漏量,其值应不大于1.25L/min·m(密封长度)。
5 出厂检验
每台产品须经制造厂质量检验部门按本标准检验,并签发产品质量检验合格证,方可出厂。
订货单位有权按本标准的有关规定对产品进行复查,抽检量为批量的20。但不少于1台且不多于3台。抽检结果如有1台不合格时应加倍复查,如仍有不合格时,订货单位可提出逐台检验或拒收并更换合格产品。